- 常州市格美瑞鋼格板有限公司 公司專業生產熱鍍鋅鋼格板、不銹鋼鋼格板,質量優良,歡迎咨詢選購!

- 全國服務熱線
18915863310
常州市格美瑞鋼格板有限公司是華東地區較大的鋼格板生產基地之一
 常州市格美瑞鋼格板有限公司
常州市格美瑞鋼格板有限公司


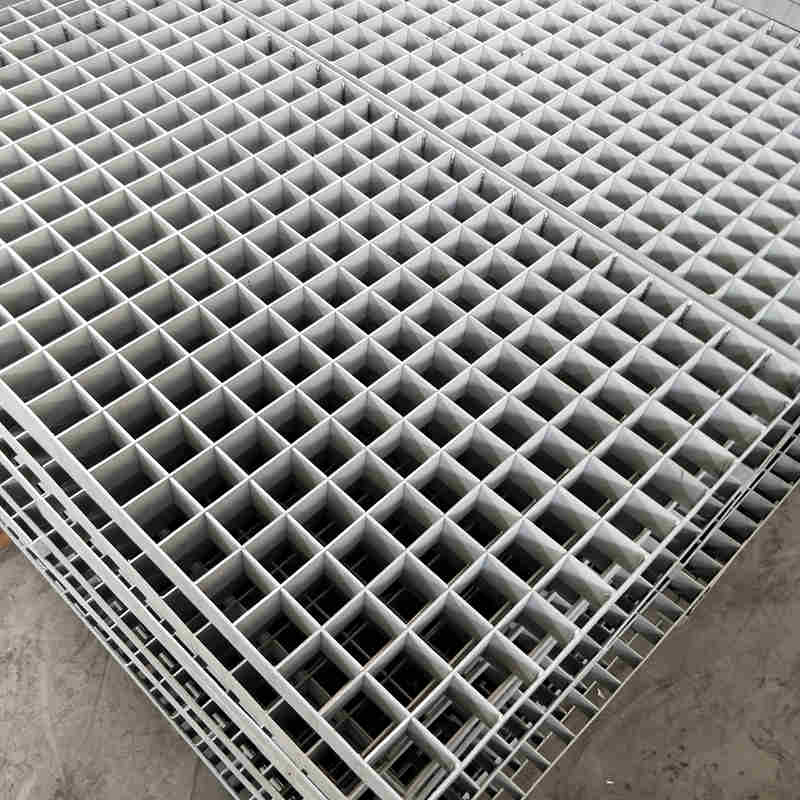
不銹鋼網格板是指在我國不銹鋼板材原料企業生產的鍍鋅扁鋼和連接桿的網格板。有304、316L等不同原料的區別。不銹鋼網格板的原因是對焊接施工技術發展趨勢有嚴格要求的整個過程。在企業生產管理的整個過程中,如何根據操作技能有效避免翼角、不均勻、焊接不良等問題是一個非常大的研究課題。不銹鋼網格板焊接結構變形,嚴重影響焊接工作的質量和實用性,具有一定的多維性和多樣性。廣泛的變形與橫向收縮、縱向收縮、彎曲變形、收縮等有關。
在不銹鋼網格板焊接的上一階段,我們必須充分考慮不同家具木板的原材料和幾何圖形結構 除了傳統焊接的生產工藝和焊接的基本參數外,還必須將傳統焊接的生產工藝和焊接的基本參數納入傷害社會因素的科研范圍管理。具體來說,不銹鋼板可以保證抵抗失衡變形的負擔及其臨界點負荷,這與選擇家具板材原材料、幾何模型等方案的設計相對應。焊接引起的系統失衡的熱應力與焊接方法相對應 與基本參數密切相關。
一開始,為了避免不銹鋼格柵板從一開始就變形,并控制原材料的選擇。原材料的選擇,不銹鋼網板很好,不能購買鍍鋅扁鋼原材料,或者一些小加工廠試圖控制焊接的整個過程是一個很大的磨練。
其次,要了解一些不銹鋼板焊接網格板生產工藝的基本思路。
1、在整個焊接過程中,不銹鋼格柵板減少了技術措施的失幀。焊接過程中應注意的問題有以下兩個方面。縱向力降至較低,變為升溫階段產生的塑料壓力。塑料壓力肌力縱向包括:預張力矩(工業設備拉伸和預設溫度)、降低熱輸入閉路方法(焊接夾具的各種冷卻側采用先前沉積的放熱反應成分)和冷卻均勻加熱方向導數方法。B.在冷卻過程中,上述動態中間的溫差夾包括拉伸延展性應變力(冷焊接)和數據格式溫差拉伸期間較大限度的縱向拉伸延伸力。
2、焊接后不銹鋼網格板變形過程控制管理方案的預防措施。較切實可行的方法是使用更多的加熱方法 糾正不銹鋼網格板引起的凸凹變形問題。一般情況下,加熱點直徑不小于 15mm,加熱點和加熱點之間的間隔應根據不同家具木板的變形尺寸制定,所有正常情況下損壞 50-100mm 范圍內。根據傳統焊接后消除熱應力熱處理方法解決鋼焊接部件變形分析研究數據,為了更好地快速防止不銹鋼板金屬板焊接后彈性變形,穩定提高預制部件規格型號,根據部分間隙樣品、呂板、布局樣品不強制焊接,焊后熱處理的專業性可以有效解決家具木板焊接的變形。
聲明:本文的思想觀點僅代表創作者本身,搜狐號是一個信息發布平臺,搜狐只提供信息內容存儲空間服務類型。 http://m.heysports.cn服務熱線
18915863310